材質:SUS304CSP-H 板厚:t=0.3 加工:レーザー加工、テンパー処理
レーザー加工で外形・穴明けを行い、テンパー処理を施しています。 試作対応はもちろんのこと、量産時のロット数によっては、プレス以外での製作方法ご提案も行わせて頂きます。

材質:SUS304CSP-H 板厚:t=0.3 加工:レーザー加工、テンパー処理
レーザー加工で外形・穴明けを行い、テンパー処理を施しています。 試作対応はもちろんのこと、量産時のロット数によっては、プレス以外での製作方法ご提案も行わせて頂きます。
材質:SUS304-H(オーステナイト系ステンレス鋼) 板厚:t=0.2 加工:順送プレス加工、脱脂、袋詰め
順送プレス加工で生産した板バネです。 脱脂後、小分けにする必要がある為、袋詰めを弊社で行っています。 プレスのみでなく、社内の組立工程で袋詰め・シーラー止めなど対応可能です。


材質:SUS304-2B 板厚:t=1.5 加工:順送プレス加工、バレル研磨
ステンレス材の順送プレス+バレル研磨の加工事例となります。 左右対称形状の為、1つの金型でも左右共取りを行い、金型費・製品単価を抑えております。 形状に合わせた加工方法のご提案も可能ですのでご相談下さい。


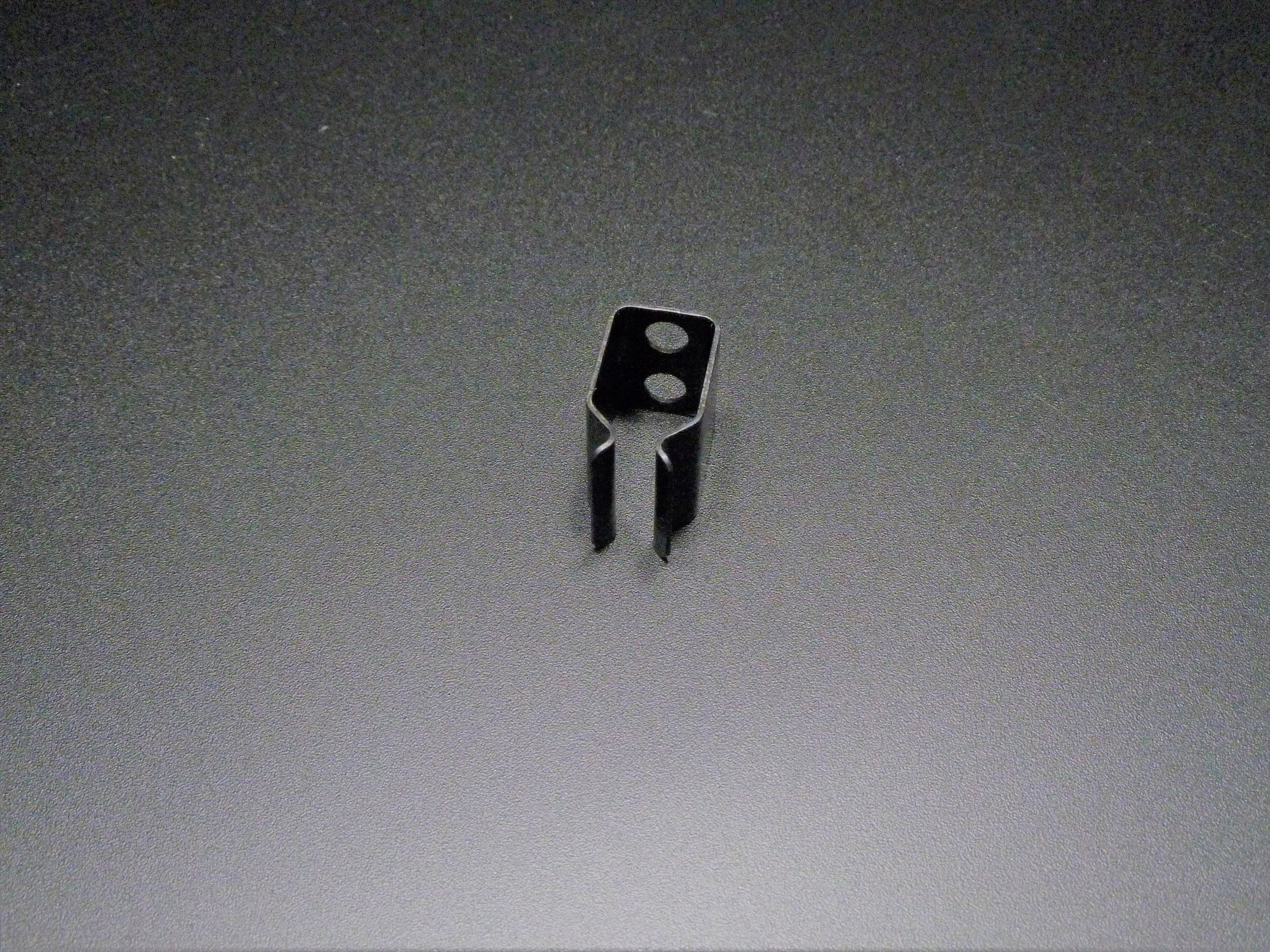
材質:SUS304CSP(バネ本体) SUS303(ピン) 加工:プレス加工(バネ本体)、切削加工(ピン)
「ジョイントクリップ」の採用事例です。 アウトドアで使われるタープ用ポールのジョイント部にご採用頂いております。 ネット販売だけでなく、直接お問い合わせ頂いての量産対応も可能です。

材質:HT-1770 板厚:t=0.6 加工:プレス、洗浄、熱処理(時効処理)
熱を加えることで硬度を発揮する、析出硬化系ステンレス鋼を用いた板バネです。 順送プレスで加工し、洗浄した後、熱処理(時効処理)を行っています。 SUS631などでは加工困難な形状も、HT1770などのご提案で対応可能です。



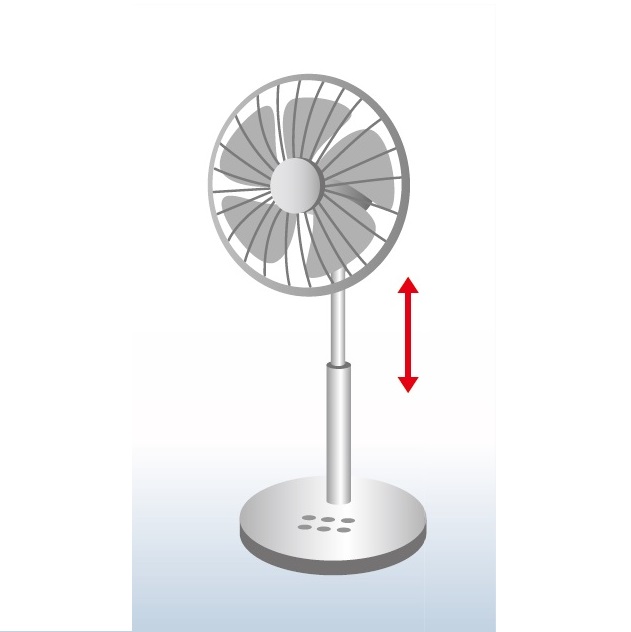
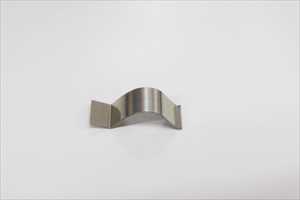
製造可能仕様範囲 材質:SUS301(バネ部) 板厚:0.1㎜~0.7㎜ 幅:5㎜~100㎜ 荷重(トルク):15gから35㎏(1個に付き)
定荷重、定トルクで作動するバネ「コプリング」です。 伸びやたわみの量に関係なく、常に荷重・トルクを一定に保ちます。 《用途は下記》 ①昇降装置:重量物を補助し、少ない力で昇降させる ②バランサー:対象物を任意の位置でバランス(停止)させる ③モーター:ドラムを追加し、巻き取り方式とする 弊社で取り扱い、販売可能ですのでご相談下さい。


材質:SUS304CSP-H(オースナイト系ステンレス)※バネ本体 SUS303(オースナイト系ステンレス)※ピン
加工:プレス加工※本体、切削加工※ピン、粉体塗装
当社オリジナル製品「Pattiシリーズ」のジョイントクリップからカラーバリエーションが増えました。ステンレス材の本体に粉体塗装をした加工事例となっております。


材質:SUS301CSP-3/4H
(オーステナイト系ステンレス)
板厚:0.35mm 加工:プレス、脱脂(木ガラ処理)
ネジ止めをしない、ワンタッチ取付の板バネとなります。製品組立時にワンタッチで取付けることが出来るため組立時間の短縮に繋がります。

材質:SK-85(炭素工具鋼)
板厚:0.8mm
加工:プレス、熱処理
単発プレス加工後、熱処理(オーステンパー処理)を施した事例となります。熱処理を行うことに より、写真の様に変色致しますが、バネ性が 生まれます。
後処理に鍍金等の防錆処理をお薦め致します。